+86-15968908026
-


-


-


WeChat

-
WhatsApp


Проволока из бериллиево-медного сплава заводы
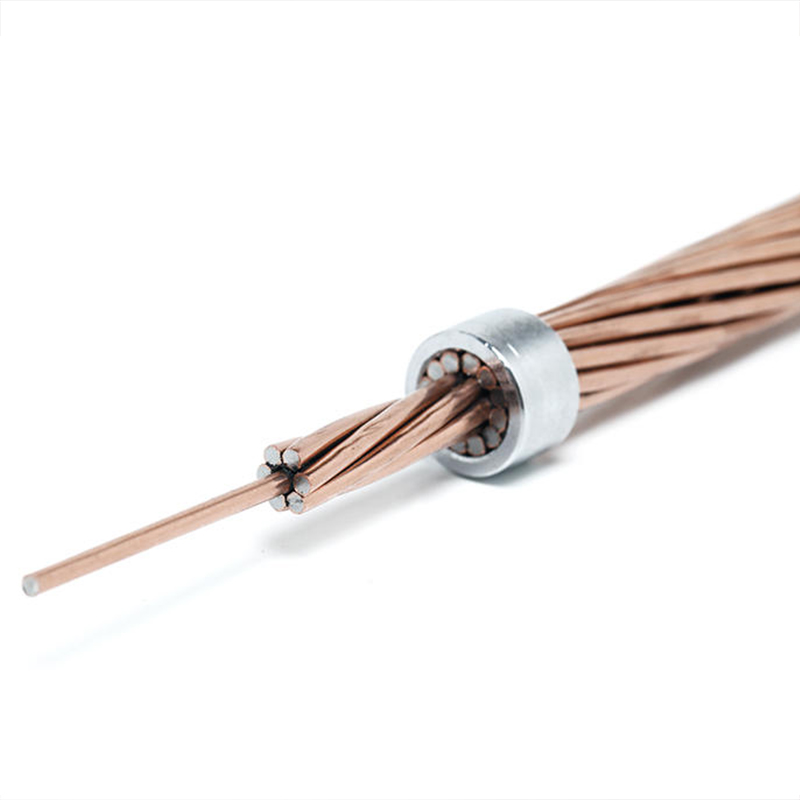
Когда говорят про бериллиевую медь, многие сразу думают про пружинные контакты или электроды сварки — да, это классика, но на самом деле нюансов в производстве проволоки столько, что даже опытные технологи иногда недооценивают влияние мелких отклонений в составе на итоговую электропроводность.
Что скрывается за бериллиево-медной проволокой
Вот смотрю на спецификации ООО Хучжоу Гелеи Кабели — у них в ассортименте есть проволока с содержанием бериллия 0.5-2%, но если брать для высокочастотных разъёмов, там уже нужна особая калибровка по диаметру с отклонением не больше ±0.01 мм. Я как-то сталкивался с партией, где из-за пережога в печи проволока давала микротрещины после волочения — пришлось возвращать на переплавку.
Кстати, многие забывают, что бериллиево-медный сплав требует не просто легирования, а строгого контроля по кислороду — даже следовые количества приводят к хрупкости. На том же заводе в Чжэцзяне используют вакуумные индукционные печи, но и там бывают окалины, если газовый режим сбился.
Ещё момент: бериллий — токсичный, поэтому на производстве обязательны вытяжки и замеры воздуха. Помню, на одном из объектов пришлось ставить дополнительные фильтры после того, как пробы показали превышение — это добавило затрат, но без такого подхода вообще нельзя сертифицировать продукт для аэрокосмической отрасли.
Практические сложности при обработке
Волчение — это отдельная история. Если для обычной медной проволоки скорость можно поднять до 15 м/с, то для бериллиевой лучше не превышать 8-9 м/с, иначе нагартовка идёт неравномерно. Приходится часто менять фильеры — алмазные держатся дольше, но и дороже.
Иногда заказчики просят проволоку с особым покрытием для пайки. Мы пробовали никелирование, но если слой толще 3 мкм — гибкость падает. В итоге остановились на тонком серебряном покрытии, хотя это и удорожает процесс.
Кстати, о гибкости: однажды поставили партию для многожильных кабелей — вроде бы всё по ГОСТу, но после 5000 циклов перегиба появились разрывы. Разобрались — оказалось, виновата неоднородность зерна из-за слишком быстрого охлаждения после отжига.
Контроль качества на производстве
На сайте glcables.ru упоминают, что у них три производственные базы — это важно, потому что география влияет на логистику отжига. Если проволоку везти за 1000 км без термостабилизации, могут появиться внутренние напряжения.
Мы всегда проверяем не только механические свойства, но и электрохимический потенциал — особенно для проволоки, которая будет работать в солёных средах. Как-то раз провалили тест на морозостойкость при -60°C — пришлось менять режим старения.
Ещё из практики: дефекты часто видны только после травления — например, полосчатость из-за ликвации бериллия. Такую проволоку нельзя пускать в ответственные узлы, даже если прочность в норме.
Применение в реальных проектах
Для разъёмов серии QMA/QN мы как-то использовали проволоку БрБ2 — вроде бы всё рассчитали, но в полевых условиях оказалось, что вибрация вызывает усталостные трещины. Пришлось переходить на БрБ2Т с дополнительным термоупрочнением.
В кабельных сборках для ветрогенераторов важно сочетание электропроводности и прочности — там бериллиевая медь сработала хорошо, но пришлось увеличить диаметр из-за ветровых нагрузок.
А вот в медицинских зондах отказались от такой проволоки — не прошла биосовместимость, хотя механически подходила идеально. Пришлось искать замену среди медно-никелевых сплавов.
Перспективы и ограничения материала
Сейчас многие пытаются удешевить производство, заменяя бериллий кобальтом или никелем — но это всегда компромисс по электропроводности. Для высокочастотных применений такой вариант не подходит.
Заметил, что заводы по производству проволоки всё чаще переходят на непрерывное литьё с последующим волочением — это даёт более стабильную структуру, но требует точного контроля температуры в зоне кристаллизации.
Из новшеств — пробуют наносить графеновые покрытия для уменьшения окисления. Пока дорого, но в экспериментальных партиях для военной техники уже используют.
В целом, бериллиево-медная проволока — материал капризный, но незаменимый там, где нужна высокая прочность плюс хорошая проводимость. Главное — не экономить на контроле на всех этапах, от плавки до упаковки.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Лужёная медная проволока свивки
Лужёная медная проволока свивки -
 Проволока из сплава хром-циркония и меди
Проволока из сплава хром-циркония и меди -
 Медный сердечник
Медный сердечник -
 Никелированная медная скрутка
Никелированная медная скрутка -
 Алюминиевый сердечник
Алюминиевый сердечник -
 Медная обмотка стального троса
Медная обмотка стального троса -
 Посеребренный медный провод
Посеребренный медный провод -
 Медная плетеная лента
Медная плетеная лента -
 Ультратонкая медная многожильная проволока с серебряным покрытием 7x 0.03 мм
Ультратонкая медная многожильная проволока с серебряным покрытием 7x 0.03 мм -
 Проволока из алюминиевого сплава
Проволока из алюминиевого сплава -
 Лужёная медная проволока
Лужёная медная проволока -
 Омедненный алюминиевый многожильный провод
Омедненный алюминиевый многожильный провод
Связанный поиск
Связанный поиск- Заземляющий провод 25 мм2 завод
- Оплетки для заземления
- Медный кабель в стальной оплетке завод
- Монтаж заземляющих проводов заводы
- Провод из серебряно-медного сплава производитель
- Провод для заземления в частном поставщики
- Авиаль проволока алюминиевая заводы
- Электронагревательная проволока поставщики
- Магниево-медное сплав производитель
- Медная оплетка rexant завод