+86-15968908026
-


-


-


WeChat

-
WhatsApp


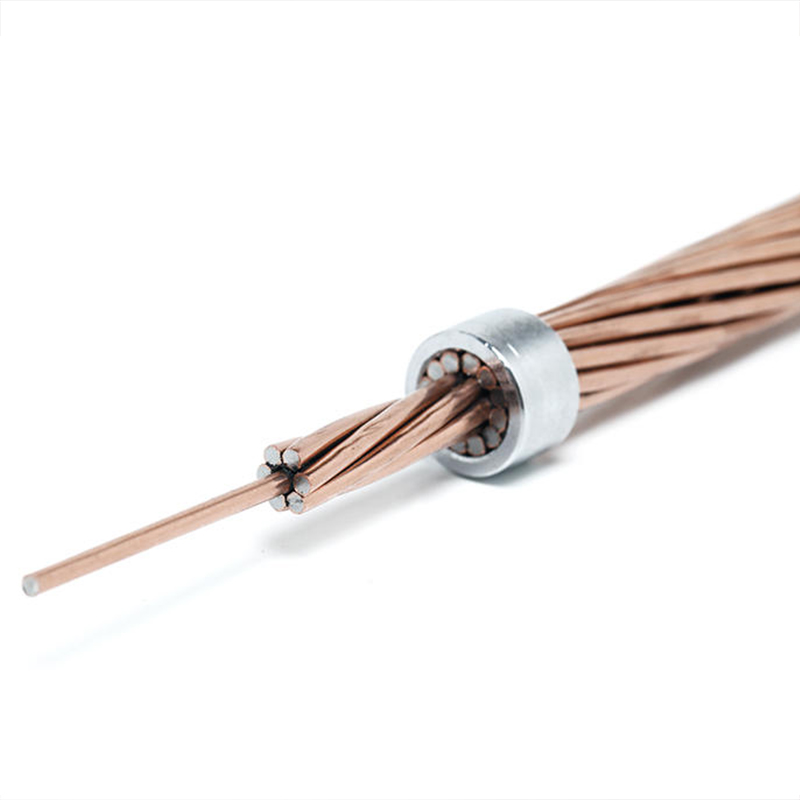
Оцинкованный медный скрученный провод завод
Когда слышишь про оцинкованный медный скрученный провод, первое, что приходит в голову — банальная проволока с цинковым покрытием. Но на деле это сложный продукт, где каждая деталь влияет на конечные характеристики. Многие ошибочно считают, что главное — толщина цинкового слоя, хотя куда важнее контроль адгезии покрытия и равномерность скрутки. На нашем производстве в GL КАБЕЛИ через это прошли — вначале тоже думали, что проблема в сырье, а оказалось, в температурных режимах цинкования.
Технологические нюансы цинкования меди
При цинковании меди всегда есть риск перегрева — выше 250°C начинается диффузия цинка в медь, что ведет к хрупкости. Мы на заводе в Хучжоу сначала учились на ошибках: партия провода для морского оборудования пошла браком именно из-за этого. Пришлось пересматривать всю линию гальванизации, добавлять ступенчатый нагрев.
Сейчас используем метод горячего цинкования с предварительным травлением — не самый дешевый, но дает стабильное покрытие толщиной 20-40 мкм. Важный момент: медь должна быть бескислородной марки Cu-OFE, иначе цинк ложится пятнами. Проверяем каждую катушку на портативном толщиномере, выборочно — на сканирующем микроскопе.
Кстати, о толщине — для скрученных проводов важно соблюдать баланс: слишком толстый слой цинка приводит к трещинам при скрутке, слишком тонкий не дает защиты. После десятков тестов остановились на 25-30 мкм для большинства применений. И да, цинкование медной проволоки — это не то же самое, что оцинковка стали, тут совсем другие потенциалы и требования к электролиту.
Особенности скрутки многожильных проводов
Скрутка — кажется простейшей операцией, но именно здесь чаще всего теряются электротехнические характеристики. Например, при производстве провода марки ПВ-3 аналог мы сначала использовали стандартную правостороннюю скрутку, но для гибких подклюшений к клеммникам лучше подходит левосторонняя — меньше раскручивается при вибрации.
На нашем заводе применяют два типа скрутки: концентрическую и пучковую. Первая — для стационарных установок, вторая — для подвижных соединений. Разница в ресурсе изгиба достигает 3-4 раз. Кстати, недавно перешли на германские скруточные машины — отечественные давали неравномерность шага до 15%, что критично для высокочастотных применений.
Заметил интересную деталь: при скрутке оцинкованных проводов важно контролировать усилие натяжения — если перетянуть, цинковое покрытие в местах контакта жил начинает отслаиваться. Проверяем это ультразвуковым дефектоскопом, хотя раньше обходились визуальным контролем. Брак снизился на 7% после внедрения этого этапа.
Контроль качества на производстве
На заводе в Чжэцзяне у нас трехступенчатая система контроля: входной — операционный — выходной. Самый важный — операционный, на стадии скрутки. Там следят не только за геометрией, но и за электрическим сопротивлением — если оно прыгает больше чем на 3%, партию отправляют на перемотку.
Для проверки цинкового покрытия используем солевые камеры — провод выдерживает 96 часов в 5%-ном растворе NaCl без белых окислов. Это выше ГОСТ, но для экспорта в северные регионы России приходится ужесточать требования. Кстати, именно из-за несоответствия по этому тесту потеряли контракт с 'Газпромом' в 2022 году — учились на ошибках.
Сейчас внедряем систему прослеживаемости — каждый метр провода имеет маркировку с датой производства и номером партии сырья. Дорого, но для ответственных применений (энергетика, транспорт) необходимо. Особенно когда речь идет о скрученном проводе для систем заземления — там последствия брака могут быть катастрофическими.
Практические применения и ограничения
Чаще всего наш оцинкованный медный провод идет на воздушные линии связи — там где нужна стойкость к атмосферным воздействиям плюс гибкость. Но есть нюанс: для ВЛ до 1 кВ используем провод диаметром 2.5 мм, выше — 4 мм. Меньший диаметр не выдерживает ветровых нагрузок, больший — излишне тяжел для опор.
Интересный кейс был с железнодорожниками — заказали провод для контактной сети, но стандартный состав цинкового покрытия не подошел из-за блуждающих токов. Пришлось разрабатывать специальный электролит с добавлением кобальта — увеличили стоимость на 12%, но получили стойкость к электрокоррозии.
Не рекомендую использовать оцинкованную медь в химически агрессивных средах — например, на целлюлозных заводах или в животноводческих комплексах. Там лучше медный провод с дополнительной полимерной изоляцией, хотя это уже другая история. Как-то поставили партию на птицефабрику — через полгода вернули с жалобами, пришлось разбираться в химии аммиачных испарений.
Эволюция производственных мощностей
Начинали в 2015 с одной гальванической линии производительностью 200 кг/смену. Сейчас на трех производственных базах GL КАБЕЛИ суммарно выдаем до 5 тонн в сутки. Но рост был нелинейным — в 2018 пришлось останавливать производство на месяц из-за проблем с вентиляцией цинковального цеха. Нормы по выбросам ужесточили, а старое оборудование не соответствовало.
Самый современный цех построили в 2021 — там полностью автоматизированная линия от волочения до упаковки. Но интересно, что для специальных заказов (мелкие партии нестандартных сечений) сохранили ручные участки — автоматы там экономически невыгодны. Например, скрученный провод треугольного сечения для ремонтных комплектов до сих пор делают вручную.
Если говорить о будущем — рассматриваем переход на наноструктурированные цинковые покрытия. Лабораторные испытания показывают увеличение срока службы на 15-20%, но технология еще сырая и дорогая. Возможно, через пару лет запустим опытную партию для тестов в арктических условиях.
Взаимодействие с заказчиками и подбор решений
Через сайт glcables.ru к нам часто обращаются с нестандартными запросами. Недавно был заказ на провод для сейсмостойких конструкций — пришлось разрабатывать особую скрутку с демпфирующими свойствами. Сделали образец, испытали на вибростенде — вроде работает, но окончательные выводы делать рано.
Частая ошибка заказчиков — требовать максимальную толщину цинкового покрытия без учета условий эксплуатации. Например, для внутренних помещений достаточно 15-20 мкм, а они просят 40 — переплачивают впустую. Стараемся консультировать, иногда даже отговариваем от избыточных характеристик.
Кстати, о ценообразовании — многие не понимают, почему медный провод с цинкованием дороже чем просто медный. Объясняем, что добавляется не только стоимость цинка, но и энергозатраты на гальванику, и утилизация электролита, и контроль качества. Себестоимость выше на 35-40% в зависимости от диаметра.
В целом, производство оцинкованного медного скрученного провода — это постоянный компромисс между стоимостью, долговечностью и технологическими возможностями. Наш завод в Хучжоу прошел путь от кустарного цеха до современного производства, но до сих пор сталкиваемся с новыми вызовами. Главное — не бояться экспериментировать и внимательно слушать заказчиков, ведь именно их практический опыт часто подсказывает направления для улучшений.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Медная обмотка стального троса
Медная обмотка стального троса -
 Посеребренный медный скрученный провод
Посеребренный медный скрученный провод -
 Проволока из алюминиевого сплава
Проволока из алюминиевого сплава -
 Серебряно-медный сплав
Серебряно-медный сплав -
 Магниево-медное сплав
Магниево-медное сплав -
 Позолоченная проволока из сплава бериллиевой меди
Позолоченная проволока из сплава бериллиевой меди -
 Лужёная медная проволока свивки
Лужёная медная проволока свивки -
 Алюминиевый сердечник
Алюминиевый сердечник -
 Ультратонкая серебряная покрытая медью проволока 0.01 мм для БПЛА
Ультратонкая серебряная покрытая медью проволока 0.01 мм для БПЛА -
 Проволока из бериллиевой меди с серебряным покрытием
Проволока из бериллиевой меди с серебряным покрытием -
 Лужёная медная проволока
Лужёная медная проволока -
 Ультратонкая медная многожильная проволока с серебряным покрытием 7x 0.03 мм
Ультратонкая медная многожильная проволока с серебряным покрытием 7x 0.03 мм
Связанный поиск
Связанный поиск- Медная оплетка для пайки производитель
- Провод для заземления в частном доме заводы
- Измерительный провод завод
- Проволока из бериллиево-медного сплава поставщики
- Провод из серебряно-медного сплава производитель
- Провода переносного заземления производители
- Комплект проводов заземления
- Заземление цвет провода в трехжильном завод
- Солнечный кабель 4 мм
- Провод заземляющий медный гибкий поставщики