+86-15968908026
-


-


-


WeChat

-
WhatsApp


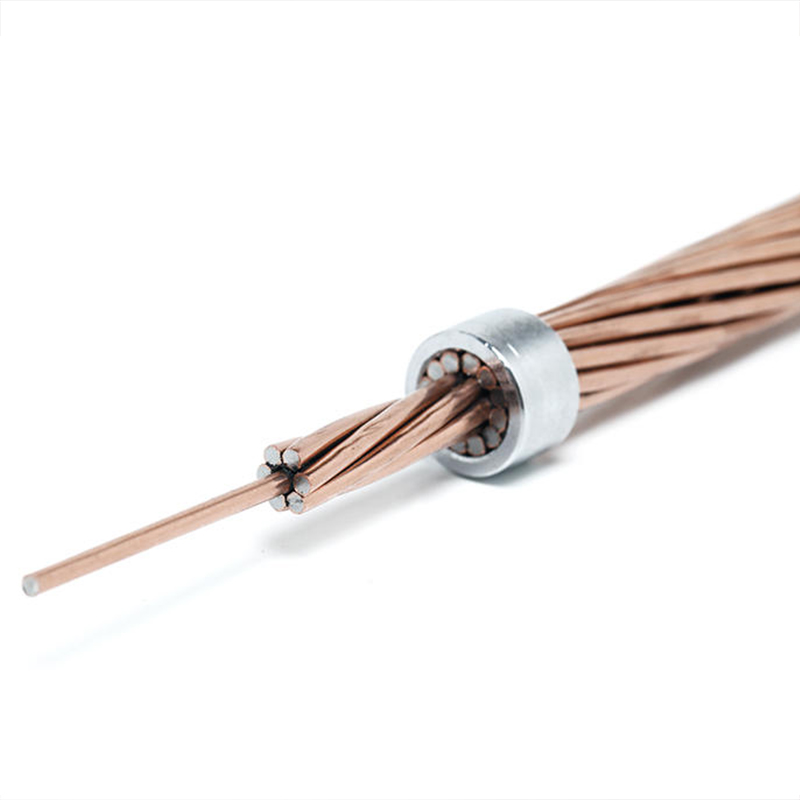
Оцинкованный медный скрученный провод производитель
Когда ищешь оцинкованный медный скрученный провод производитель, часто натыкаешься на одно и то же: все обещают ГОСТы, идеальную изоляцию, но никто не говорит о реальных проблемах при скрутке оцинкованной меди. Сам лет пять назад думал, что главное — это сечение, а оказалось, важнее контроль цинкового покрытия на каждом этапе.
Почему оцинкованная медь капризнее, чем кажется
В теории всё просто: медь плюс цинковое покрытие — и провод готов. На практике же, если цинк ложится неравномерно, при скрутке появляются микротрещины. У нас на производстве в ООО Хучжоу Гелеи Кабели был случай, когда партия проводов с виду прошла все тесты, но на объекте в мороз -30°C изоляция потрескалась именно в местах скрутки. Разбирались неделю — оказалось, проблема в скорости подачи проволоки в гальванической ванне.
Многие производители экономят на подготовке поверхности меди перед оцинковкой. Видел на одном из заводов в Чжэцзяне, как пропускали этап обезжиривания — потом цинк отслаивался пластами. Причём визуально провод выглядел нормально, но при скрутке в многожильном кабеле начиналось внутреннее окисление. Такие вещи сразу не заметишь, они всплывают через полгода эксплуатации.
Ещё нюанс — температура в цехе. Летом при +35°C цинковое покрытие становится пластичнее, и при скрутке может 'поплыть'. Пришлось вводить сезонные корректировки технологического процесса. Кстати, на https://www.glcables.ru мы как раз указываем реальные параметры для разных климатических зон, а не идеальные лабораторные условия.
Оборудование, которое действительно работает
После нескольких неудачных экспериментов с европейскими линиями для скрутки, перешли на доработанные японские станки. Но и тут не без сюрпризов — пришлось полностью переделать систему подачи проволоки. В стандартной комплектации ролики деформировали цинковый слой, причём на глаз это было незаметно. Обнаружили только при замере сопротивления — скачки до 15% между партиями.
Сейчас на трёх производственных базах GL КАБЕЛИ используем гибридную систему: японское базовое оборудование плюс китайские модули контроля натяжения. Да, звучит необычно, но именно такое сочетание дало стабильность при скрутке тонких жил (сечением до 0.08 мм). Кстати, для особо точных заказов сохраняем ручную скрутку на критичных участках — машина пока не может повторить 'чувство' опытного оператора.
Заметил интересную деталь: многие конкуренты используют смазку при скрутке, но мы от этого отказались. Да, производство идёт медленнее, зато нет риска химической реакции между смазкой и цинком. Особенно важно для электронных проводов, где даже минимальное изменение состава покрытия влияет на характеристики.
Где чаще всего ошибаются при выборе производителя
Основная ошибка — смотреть только на цену за килограмм. С оцинкованным скрученным проводом важнее стоимость метра готовой продукции с учётом отходов. У нас на последней производственной базе в Чжэцзяне как раз внедрили систему учёта обрезков — оказалось, при неправильной настройке оборудования до 30% меди уходит в брак.
Ещё один момент: многие требуют сертификаты по ГОСТ, но не проверяют условия хранения. Видел склад в Новосибирске, где провод лежал рядом с реактивами — через месяц цинковое покрытие стало матовым. Теперь всегда советую клиентам GL КАБЕЛИ обращать внимание на упаковку — должна быть двойная герметизация с силикагелем.
Самое сложное — объяснить заказчикам, почему нельзя сделать 'ещё дешевле'. Как-то раз пытались экономить на температуре цинкования — снизили на 50°C. Вроде бы покрытие держалось, но при испытании на вибростенде жилы начинали 'петь'. Пришлось полностью перерабатывать партию — вышло дороже, чем изначально делать по технологии.
Практические кейсы из опыта GL КАБЕЛИ
Для ветропарка на Кольском полуострове делали провод с тройным цинкованием — обычный не выдерживал солёный воздух. Инженеры предлагали просто увеличить толщину покрытия, но это приводило к потере гибкости. В итоге разработали каскадное нанесение: сначала тонкий слой цинка, потом пауза, потом ещё два слоя с разной скоростью осаждения. Такая технология теперь используется для всех арктических заказов.
Был забавный случай с кабелем для лифтового оборудования — провод должен был выдерживать 500 тысяч циклов перегиба. Стандартные образцы выходили из строя на 300 тысячах. Помогло изменение угла скрутки — уменьшили с 45 до 38 градусов. Казалось бы, мелочь, но именно это дало нужный запас прочности. Кстати, этот нюанс не найти в учебниках, только практическим путём.
Сейчас экспериментируем с лазерным контролем толщины цинка прямо на линии скрутки. Пока стабильность оставляет желать лучшего — мешают вибрации от соседнего оборудования. Но если удастся решить эту проблему, сможем на 20% сократить брак по допустимым отклонениям. Как показала практика, даже 5% экономии меди при текущих ценах — это серьёзная сумма в масштабах года.
Что изменилось в подходе к производству за последние годы
Раньше главным был критерий 'проходит по ТУ', теперь — 'сколько проработает в реальных условиях'. Например, для железнодорожной автоматики раньше делали провод с запасом прочности 25%, но после серии отказов в Забайкалье пересчитали — оказалось, нужно минимум 40%. Причём не из-за механических нагрузок, а из-за перепадов температур от -50°C до +45°C.
Изменения коснулись и сырья — перешли на медную катанку только от трёх проверенных поставщиков. Казалось бы, медь везде одинаковая, но примеси в тысячных долях процента влияют на адгезию цинка. Особенно важно для скрученных проводов малого диаметра, где площадь контакта между жилами критична.
Сейчас в ООО Хучжоу Гелеи Кабели внедряем систему прослеживаемости каждой бухты — от плавки меди до упаковки. Это дорого, но после того как пришлось отзывать партию из-за дефекта на одном станке, поняли — без этого нельзя. Кстати, именно это позволило сократить рекламации на 60% за последние два года, хотя многие до сих пор считают такие меры излишними.
Перспективы и тупиковые ветви развития
Пробовали наносить цинк методом напыления — для скрученных проводов не подошло. Микрочастицы цинка забивались между жилами, увеличивая сопротивление. Хотя для одинарных жил метод показал себя отлично. Пришлось признать тупиковой ветвью и вернуться к гальваническому способу, но с улучшенной системой фильтрации электролита.
Сейчас изучаем возможность использования легированного цинка — с добавками алюминия и меди. Лабораторные тесты обнадёживают: износостойкость выше на 15-20%, но пока не получается добиться стабильности состава при промышленном производстве. Если удастся решить эту проблему — будет прорыв в отрасли.
Интересное направление — провода с переменным шагом скрутки. Для высокочастотных применений это даёт выигрыш в помехозащищённости, но пока слишком дорого в производстве. Возможно, через пару лет, когда доработаем оборудование, сможем предлагать такие решения для спецзаказов. Пока же остаёмся при классической схеме — проверенной и предсказуемой.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Позолоченная проволока из сплава бериллиевой меди
Позолоченная проволока из сплава бериллиевой меди -
 Лужёная медная проволока свивки
Лужёная медная проволока свивки -
 Лужёная медная проволока
Лужёная медная проволока -
 Посеребренный медный скрученный провод
Посеребренный медный скрученный провод -
 Медный сердечник
Медный сердечник -
 Ультратонкая медная многожильная проволока с серебряным покрытием 7x 0.03 мм
Ультратонкая медная многожильная проволока с серебряным покрытием 7x 0.03 мм -
 Омедненный алюминиевый многожильный провод
Омедненный алюминиевый многожильный провод -
 Проволока из сплава хром-циркония и меди
Проволока из сплава хром-циркония и меди -
 Медная плетеная лента
Медная плетеная лента -
 Алюминиевый сердечник
Алюминиевый сердечник -
 Магниево-медное сплав
Магниево-медное сплав -
 Проволока из алюминиевого сплава
Проволока из алюминиевого сплава
Связанный поиск
Связанный поиск- Провод заземления 3
- Медные оплетки завод
- Проволока из алюминиевого сплава поставщики
- Заземляющий медный провод поставщик
- Провод из алюминиевого сплава поставщики
- Провод оплетка медная поставщики
- Медная оплетка для снятия припоя заводы
- Высокотемпературный кабель завод
- Заземляющий провод соединяет поставщик
- Солнечный кабель 4 мм2 поставщик