+86-15968908026
-


-


-


WeChat

-
WhatsApp


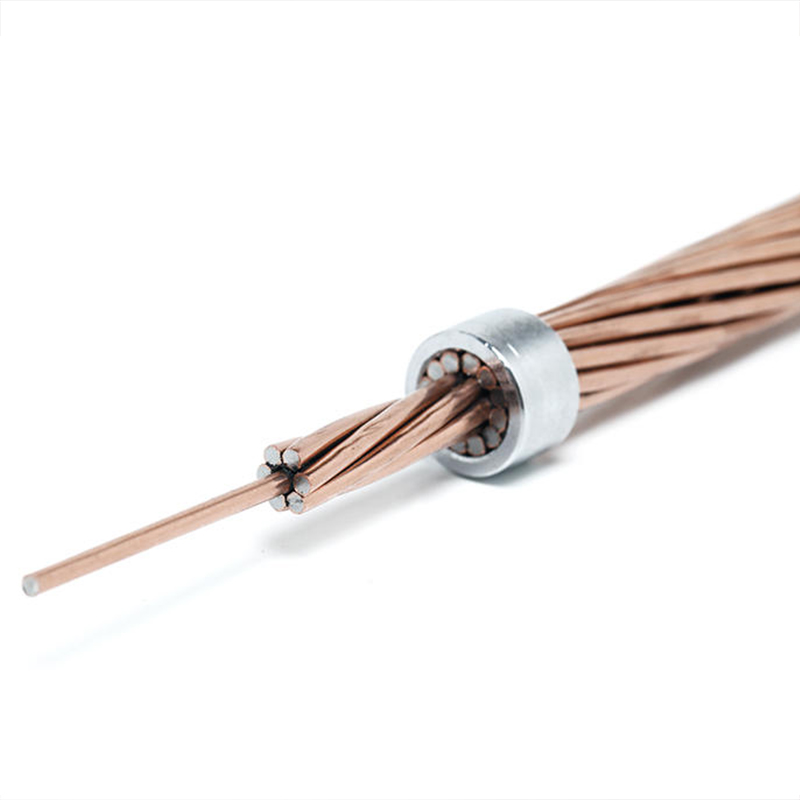
Медные жилы в алюминиевой оплетке завод
Когда слышишь про медные жилы в алюминиевой оплетке, многие сразу думают о простой комбинации металлов, но на деле это сложный симбиоз, где медь и алюминий работают в условиях постоянного компромисса. В нашей практике на заводе часто сталкивались с тем, что заказчики недооценивают важность качества алюминиевой оплетки — мол, это всего лишь внешний слой. А потом удивляются, почему кабель перегревается в местах соединения.
Технологические особенности производства
На нашем производстве в ООО Хучжоу Гелеи Кабели процесс начинается с контроля медной жилы. Нельзя просто взять любую медь — если в ней будут примеси, со временем появятся микротрещины. Мы используем медь марки М1, но даже здесь есть нюансы: например, при диаметре жилы менее 0.8 мм уже нужна особенная калибровка.
Алюминиевая оплетка — отдельная история. Многие думают, что достаточно просто сплести алюминиевые нити вокруг медной сердцевины. Но если плотность плетения не соответствует нагрузке, возникает эффект 'миграции' — алюминий начинает постепенно проникать в медь при перепадах температур. На заводе мы отработали этот момент экспериментальным путем: для токов свыше 100 А плотность плетения должна быть не менее 87%.
Помню, как в 2019 году мы получили партию алюминиевой проволоки с нестандартным покрытием — поставщик уверял, что это улучшит гибкость. Но при тестировании выяснилось, что такое покрытие снижает теплоотдачу на 15%. Пришлось возвращать всю партию и срочно искать альтернативу.
Проблемы совместимости материалов
Гальваническая пара медь-алюминий — это постоянный источник головной боли. В теории все просто: изолируй контакты, и проблем не будет. Но на практике, особенно в условиях высокой влажности, даже минимальный зазор приводит к образованию оксидной пленки. Мы проводили испытания в камере с 95% влажностью — через 200 часов сопротивление контакта увеличивалось на 40%.
Еще один момент, который часто упускают — разница в коэффициентах теплового расширения. Когда кабель работает в режиме цикличных нагрузок, алюминиевая оплетка и медная жила 'дышат' по-разному. Со временем это приводит к ослаблению контакта в местах соединения. На заводе мы рекомендуют клиентам использовать специальные переходные втулки, но не все прислушиваются.
Был случай, когда для горнодобывающего предприятия мы делали партию кабелей с усиленной оплеткой. Заказчик сэкономил на монтаже — использовали стандартные клеммы. Через полгода получили рекламацию: в распределительных щитах появились следы перегрева. Пришлось переделывать за наш счет, но зато наработали ценный опыт.
Контроль качества на производстве
На заводе ООО Хучжоу Гелеи Кабели мы внедрили трехступенчатый контроль. Первый этап — визуальный: смотрим на равномерность оплетки. Если видим 'проплешины' — сразу в брак. Раньше пытались экономить и пускали такой кабель на переработку, но потом поняли, что дешевле сразу отбраковывать.
Второй этап — электрические испытания. Проверяем не только сопротивление изоляции, но и емкостные характеристики. Для кабелей с медными жилами в алюминиевой оплетке это особенно важно — неправильное соотношение может привести к резонансным явлениям в высокочастотных цепях.
Третий, самый важный этап — термические испытания. Грузим кабель на 120% от номинальной нагрузки и держим 48 часов. Если температура в любой точке превышает 90°C — отправляем на доработку. После введения этого теста количество рекламаций снизилось втрое.
Особенности монтажа и эксплуатации
Многие монтажники не понимают, почему для кабелей с алюминиевой оплеткой нужны специальные инструменты. Обычные пассатижи деформируют оплетку, нарушая ее защитные свойства. Мы даже разработали инструкцию с пошаговыми фото, но все равно периодически получаем вопросы.
Еще одна частая ошибка — неправильный выбор сечения. Для кабелей с медными жилами в алюминиевой оплетке нельзя применять стандартные таблицы подбора. Нужно учитывать не только токовую нагрузку, но и частоту переменного тока. Для высокочастотных применений эффективное сечение оказывается меньше расчетного.
На сайте glcables.ru мы выложили калькулятор для подбора сечения, но признаюсь — он дает усредненные значения. Для точного расчета все равно нужно консультироваться с технологом. Особенно для ответственных применений, типа медицинского оборудования или систем управления.
Перспективы развития технологии
Сейчас мы экспериментируем с наноструктурированной алюминиевой оплеткой. Идея в том, чтобы создать микрослой с заданными свойствами теплопроводности. Пока результаты нестабильные — на партии из 1000 метров только 30% соответствуют заявленным характеристикам. Но направление перспективное.
Еще рассматриваем вариант с медномолибденовым покрытием жилы. Теоретически это должно снизить переходное сопротивление на 15-20%. Но стоимость такого решения пока слишком высока для массового производства. Возможно, через год-два технологии станут доступнее.
На наших производственных базах постепенно внедряем систему автоматического контроля качества на основе ИИ. Пока система часто ошибается — например, путает допустимые цветовые отклонения оплетки с браком. Но когда алгоритм дообучат, это позволит сократить время контроля на 70%.
Практические рекомендации
Для тех, кто только начинает работать с такими кабелями, советую обращать внимание на маркировку. На нашем производстве мы используем цветовую кодировку — синяя полоса означает кабель для умеренных нагрузок, красная для повышенных. Это упрощает монтаж и снижает вероятность ошибки.
При складировании нельзя хранить кабели в бухтах диаметром менее 1.5 метра — это приводит к деформации оплетки. Лучше использовать специальные катушки или стеллажи. Мы на заводе сначала учились на своих ошибках, теперь всегда предупреждаем клиентов об этом нюансе.
Если кабель будет работать в агрессивной среде, рекомендуем дополнительную изоляцию стыков. Обычная термоусадка не всегда подходит — лучше использовать двухкомпонентные составы на эпоксидной основе. Проверено на опыте эксплуатации в химической промышленности.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Ультратонкая серебряная покрытая медью проволока 0.01 мм для БПЛА
Ультратонкая серебряная покрытая медью проволока 0.01 мм для БПЛА -
 Проволока из алюминиевого сплава
Проволока из алюминиевого сплава -
 Медная обмотка стального троса
Медная обмотка стального троса -
 Серебряно-медный сплав
Серебряно-медный сплав -
 Омедненный алюминиевый многожильный провод
Омедненный алюминиевый многожильный провод -
 Позолоченная проволока из сплава бериллиевой меди
Позолоченная проволока из сплава бериллиевой меди -
 Никелево-хромовая проволока
Никелево-хромовая проволока -
 Проволока из бериллиевой меди с серебряным покрытием
Проволока из бериллиевой меди с серебряным покрытием -
 Магниево-медное сплав
Магниево-медное сплав -
 Посеребренный медный провод
Посеребренный медный провод -
 Проволока из сплава хром-циркония и меди
Проволока из сплава хром-циркония и меди -
 Медная плетеная лента
Медная плетеная лента
Связанный поиск
Связанный поиск- Заземляющий провод 4 завод
- Монтажный провод подстанции поставщик
- Фотоэлектрический кабель производители
- Паяемый провод производители
- Заземляющий провод 25 мм2 производитель
- Медные трубы в оплетке поставщик
- Оплетка медная для выпайки поставщики
- Проволока из сплава nicr поставщики
- Медный провод с никелевым покрытием поставщики
- Оплетка кабельная медная производитель