+86-15968908026
-


-


-


WeChat

-
WhatsApp


Медная обмотка стального троса завод
Если говорить о медной обмотке стального троса, многие сразу представляют себе простое навивание проволоки, но на деле это сложный процесс, где каждая деталь влияет на итоговую электропроводность и механическую прочность. В нашей практике на производстве ООО Хучжоу Гелеи Кабели мы не раз сталкивались с тем, что заказчики недооценивают важность качества медного покрытия — например, пытаются сэкономить на толщине слоя, а потом удивляются, почему трос быстро теряет свойства в агрессивной среде.
Технологические основы процесса
Когда мы только начинали экспериментировать с медной обмоткой на заводе в Хучжоу, то столкнулись с проблемой неравномерного прилегания проволоки к стальной сердцевине. Оказалось, что ключ — не только в точности оборудования, но и в предварительной обработке поверхности троса. Мы пробовали разные методы обезжиривания, включая ультразвуковую очистку, но самый стабильный результат дала комбинация механической зачистки и химического пассивирования.
Кстати, толщина медного слоя — это отдельная история. По ГОСТу достаточно 0,02 мм, но для морских применений мы рекомендуем не менее 0,05 мм, иначе солевой туман за два месяца ?съедает? защиту. Как-то раз для нефтяной платформы сделали партию с минимальным слоем — клиент потом жаловался на коррозию в зоне сварных соединений. Пришлось переделывать за свой счёт.
Сейчас на нашем сайте glcables.ru можно увидеть спецификации для разных типов тросов, но те, кто работает с этим ежедневно, знают: даже при идеальных параметрах нужно контролировать температуру при навивке. Перегрев выше 120°C — и медь начинает отслаиваться под нагрузкой.
Оборудование и его капризы
Наши производственные базы используют немецкие станки для обмотки, но адаптировали их под российские стандарты. Например, добавили систему принудительного охлаждения — без неё при летней жаре в цеху стальной трос расширяется сильнее, чем медь, и получается люфт. Мелкий нюанс, но из-за него браковали целую партию для горнодобывающего комбината.
Особенно сложно с тросами малого диаметра (до 5 мм) — здесь нужна прецизионная настройка натяжения. Помню, как инженеры три неделя подбирали параметры для авиационного заказа, пока не пришли к компромиссу между гибкостью и прочностью. Кстати, именно тогда мы внедрили лазерный контроль плотности обмотки — теперь это стандарт для всех линеек продукции GL КАБЕЛИ.
Важный момент: многие забывают, что стальной сердечник перед обмоткой должен пройти отжиг. Неотожжённая сталь — это гарантия микротрещин в меди после первого же цикла изгибов. Мы учились на своих ошибках, когда в 2018 году поставили партию для судостроителей, и через месяц пришла рекламация.
Материаловедческие тонкости
С медью для обмотки тоже не всё однозначно. Идеально подходит марка М1, но её стоимость заставляет некоторых поставщиков экономить. Мы работаем только с проверенными металлургическими заводами, потому что разница в 3% примесей может снизить электропроводность на 15%. Для критичных применений — например, в системах заземления атомных станций — используем бескислородную медь, хоть это и удорожает продукцию.
Интересный случай был с тросом для ветрогенераторов: там нужна не просто электропроводность, а ещё и устойчивость к переменным нагрузкам. Пришлось разрабатывать многослойную обмотку с промежуточным полимерным покрытием. Кстати, этот опыт потом пригодился при создании кабелей для кранового оборудования — подробности есть в каталоге на glcables.ru в разделе спецрешений.
Заметил, что некоторые конкуренты пытаются заменять медь омеднённой сталью — для декоративных целей сойдёт, но для электротехники это неприемлемо. Проводимость падает в разы, да и адгезия совсем другая.
Контроль качества: от цеха до объекта
У нас на каждом производственном участке висят памятки по визуальному контролю: если видишь матовые пятна на меди — это признаки окисления из-за нарушения технологии сушки. Такие тросы сразу в брак, даже если параметры вроде бы в норме. Опытный технолог по одному виду излома может определить, при какой температуре шла обмотка.
Для особо ответственных заказов (например, для мостовых переходов) делаем выборочные испытания на циклический изгиб. Как-то раз при таких испытаниях обнаружили, что при -40°C медь становится хрупкой — пришлось менять технологию охлаждения после навивки. Теперь все арктические исполнения проходят дополнительную термообработку.
Кстати, о документации: многие заказчики просят предоставить не только сертификаты, но и фотоотчёты с каждого этапа производства. Для этого мы установили камеры в цехах — оказалось полезно не только для клиентов, но и для внутреннего анализа брака.
Практические кейсы и уроки
Самым сложным проектом за последние годы был заказ для метрополитена — нужны были тросы с двойной медной обмоткой, сохраняющие свойства при 100%-ной влажности. Перепробовали с десяток комбинаций покрытий, пока не остановились на варианте с никелевой прослойкой. Кстати, именно тогда мы окончательно отказались от растворимых масел при формовке — перешли на синтетические охлаждающие жидкости.
А вот неудачный опыт: пытались удешевить процесс за счёт скоростной навивки. В результате получили перегрев и внутренние напряжения. Партию для железнодорожников пришлось утилизировать — потеряли больше, чем сэкономили. Теперь строго соблюдаем скоростной режим, указанный в технологических картах.
Сейчас в ООО Хучжоу Гелеи Кабели для особо точных работ используем шведские станки с ЧПУ, но базовые модели до сих пор собираем сами по чертежам 2015 года — они хоть и медленнее, но дают стабильный результат. Как показывает практика, в производстве медной обмотки стального троса иногда лучше проверенная классика, чем новомодные решения.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Лужёная медная плетёнка
Лужёная медная плетёнка -
 Позолоченная проволока из сплава бериллиевой меди
Позолоченная проволока из сплава бериллиевой меди -
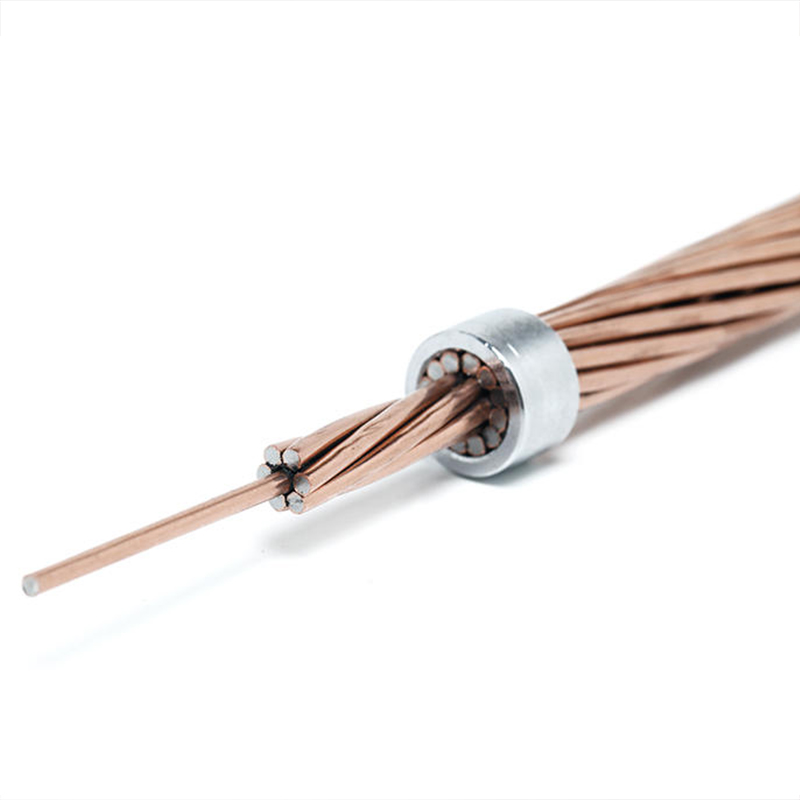 Медная обмотка стального троса
Медная обмотка стального троса -
 Проволока из сплава хром-циркония и меди
Проволока из сплава хром-циркония и меди -
 Лужёная медная проволока
Лужёная медная проволока -
 Никелированная медная скрутка
Никелированная медная скрутка -
 Лужёная медная проволока свивки
Лужёная медная проволока свивки -
 Алюминиевый сердечник
Алюминиевый сердечник -
 Никелево-хромовая проволока
Никелево-хромовая проволока -
 Омедненный алюминиевый многожильный провод
Омедненный алюминиевый многожильный провод -
 Серебряно-медный сплав
Серебряно-медный сплав -
 Посеребренный медный провод
Посеребренный медный провод
Связанный поиск
Связанный поиск- Провод заземляющий сечением 6 мм2 заводы
- Медные трубы в оплетке заводы
- Соединительный кабель для фотоэлектрического инвертора поставщик
- Солнечный кабель 4 мм2 поставщик
- Медная оплетка для снятия
- Медная заземляющая оплетка завод
- Провод оплетка медная поставщики
- Алюминиевая оцинкованная проволока поставщик
- Оплетка медная круглая поставщики
- Проволока из магниево-медного сплава